| Главная » Статьи » Что Где Когда |
Подготовка поверхности перед сваркой и режимы ручной сварки, выбор электрода.
Подготовка поверхности металла для дальнейшей сварки включает в себя правку, разметку, резку, подготовку кромок для сварки и гибки горячей или холодной. Правят металл либо вручную, либо на станке, а полосовой или листовой металл правят на специальных вальцах. Ручную правку в основном делают на чугунных, или же сальных плитах нанося удары кувалдой или используя ручной винтовой пресс. Правку угловой стали выполняют на правильных вальцах, а швеллер на приводном или ручном правильном прессе. Разметкой называют операцию, что определяет конфигурацию запланированной детали. Для прямолинейного реза листового металла, а в отдельных случаях для криволинейного реза используют механическую резку. Углеродную сталь разрезают кислородной или плазменно-дуговой резкой. По своей механизации данные методы бывают ручными и механизированными. Пламенно дуговую либо кислородно-флюсовую резку можно использовать для резки, как цветных металлов, так и для легированной стали. Подготовка кромок металла зависит от листовой толщины. Перед началом сварки необходимо тщательно почистить как главный, так и присадочный металл от ржавчины, грязи, влаги, окалин и масла, присутствие этих загрязнений могут привести к появлению в сварочном шве нежелательных дефектов как поры, трещины, шлаковые включения которые могут привести к ухудшению надежности соединения. Основные требования к сборке деталей до начала сварки. Используемые сборочно-сварочные приспособления не должны мешать свободному доступу к месту установления детали, рукояткам зажимающих устройств и местах прихватки и сварки. Данные приспособления должны быть жесткими и достаточно надежными, обеспечить точную фиксацию детали в необходимом положении и не допускать деформацию во время сварки. Помимо этого эти приспособления должны обеспечить наилучший порядок при сварке и сборке. Любая операция при сборке не должна замедлять выполнение следующей операции. Детали которые поступают на сборку нужно очень тщательно проверить. Проверяют все геометрические замеры заготовки и подготовку кромок под дальнейшую сварку. Режимы ручной сварки Режим сварки это совокупность условий, которые создают стойкий процесс сварки, а конкретно: стабильность горения дуги, получение сварочного шва нужного размера, качества и формы. Сварочный режим состоит из ряда определенных параметров, которые делят на главные и дополнительные. Главные параметры включаю в себя полярность тока и его род, номер электрода (то есть его диаметр), напряжение, быстроту сварки и размер поперечного колебания кончика электрода. Дополнительные параметры это — величина вылета электрода, плотность и состав электродного покрытия, температуру главного металла перед сваркой, расположения электрода в пространстве, а также положение детали во время сварки. Толщину электрода выбирают, ориентируясь на толщину металла подлежащего сварке, вида металла, положения в котором варят, типа соединений. Электроды диаметра 2 или 3 миллиметра, сваривая металл толщиной не меньше 4 миллиметров, используют во время выполнения первого слоя, его еще называют корневой шов. Так же толщину электрода выбирают зависимо от форм разделки кромки под сварку. Когда разделки кромки нет, то диаметр выбирают по выше сказанным критериям. А если есть разделка кромки, то ложа первый слой используют электрод диаметром два или три миллиметра и изредка 4 миллиметра. При использовании электродов большого диаметра зачастую это приводит к плохому провару, зашлаковыванию и целому ряду других дефектов. Дальнейшие слои делают электродом 4 мм, в случае, когда толщина металла выше 12 миллиметров и варят в нижнем положении, тогда можно взять электроды 5 мм или больше. Проваривая шов в вертикальном или другом пространственном положении, начальный слой кладут электродом в 2 — 3 миллиметра изредка 4, а дальнейшие слои включая декоративный электродом диаметр которого 4мм.www.vsedlyadoma.org Сварочные работы в Орске. Адреса, телефоны и схема проезда. Отзывы о компанияхСварочные работы в Орске, адреса, телефоны, режим работы и схема проезда. Узнайте всю информацию по сварочным работам в Орске. Отзывы о компаниях и услугах в вашем городе (Орск). Не нашли свою организацию? Напишите нам и мы добавим её. Более подробную информацию вы сможете прочитать в продолжении темы. Хотите оставить отзыв о той или иной компании? Тогда воспользуйтесь формой, которая находится внизу сайта. Полуавтоматическая сварка в среде защитных газовПринципы процесса, характеристики дугиТехнологические свойства дуги существенно зависят от физических и химических свойств защитных газов, электродного и свариваемого металлов, параметров и других усло вий сварки. Это обусловливает многообразие способов сварки в защитных газах. Рассмотрим классификацию процесса сварки в защитных газах плавящимся электродам по наиболее существенным признакам. Полуавтоматическая сварка плавящимся электродом производится в инертных газах Аг и Не (MIG) и их смесях Аг + Не, в активном газе СO2 (MAG), а также в смесях инертных и активных Аг + О2, Аг + СО2, Аг + СО + О2 и активных газов СО2 + О2. В качестве электродных проволок применяют сплошные из нелегированных и легированных сталей и цветных металлов (Ni, Си, Mg, Al, Ti, Mo), а также несплошные порошковые и активированные. Сварка плавящимся электродом выполняется в основном на постоянном токе, приме няется также и сварка импульсным током. Находят применение и другие способы сварки: на нормальном и увеличенном вылете, со свободным и принудительным формированием шва, без колебаний и с колебаниями электродной проволоки, в атмосфере и под водой, в стандартную и нестандартную узкую щелевую разделку кромок и др. Принцип дуговой сварки плавящимся металлическим электродом в защитном газе показан на (рис. 1). Oсновные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняе мых дуговой сваркой в защитном газе указаны в ГОСТ 14771 В зависимости от уровня механизации и автоматизации процесса различают сварку: - механизированную, при которой перемещения горелки выполняются вручную, а подача проволоки механизирована - автоматизированную, при которой все перемещения горелки и подача проволоки механи зированы, а управление процессом сварки выполняется оператором-сварщиком - автоматическую (роботизированную), при которой управление процессом сварки выполняется без непосредственного участия оператора-сварщика.
Рис. 5 Схема полуавтоматической сварки Сварочное оборудованиеВ состав сварочного оборудования входят источник сварочного тока и сварочный аппарат. Составные части сварочного оборудования и их функции определяются уровнем механизации и автоматизации процесса, параметрами режима сварки, необходимостью их установки и регулировки в режиме наладки и сварки. Основными параметрами автоматизированной дуговой сварки плавящимся электродом в СО2, Аг, Не и смесях газов (MAG, MIG) являются. Выпрямитель сварочныйПолупроводники в сварочных выпрямителяхСварочные выпрямители. как правило, собирают из полупроводниковых элементов, проводящих ток только в одном направлении. В обратном направлении полупроводник практически не пропускает ток. Любой полупроводниковый элемент имеет основные свойства со следующими параметрами:
Наиболее востребованными и доступными в сварочных выпрямителях на протяжении многих лет являются селеновые и кремниевые полупроводниковые элементы. При этом используется трехфазная мостовая схема двухполипериодного выпрямления и шестифазная схема выпрямления с уравнительным реактором, обеспечивающая меньшую пульсацию выпрямленного напряжения, более равномерную загрузку силовой сети переменного тока и лучшее использование сварочного трансформатора. который питает сварочный выпрямитель. Сварочный выпрямитель обладает высокими динамическими свойствами благодаря небольшой электромагнитной инерции. Изменение тока и напряжения при переходных процессах в таком случае происходит практически мгновенно. Отсутствие вращающихся частей делает установки более простыми, технологичными и надежными для эксплуатации, значительно увеличивает сроки службы в отличие от генераторов постоянного тока. Сварочные выпрямители с падающими внешними характеристикамиСварочные выпрямители с падающими внешними характеристиками предназначаются для ручной дуговой сварки плавящим и неплавящим электродом. резки, наплавки. Широкое применение они получили и при автоматической сварке под флюсом. Одним из самых распространенных выпрямителей можно назвать ВД-306 и ВД-502. их разрабатывали с расчетом на перемежающийся режим работы при принудительно охлаждении. Если говорить о первом сварочном выпрямителе, то он имеет плавноступенчатое регулирование сварочного тока. Для произведения плавного регулирования в пределах каждой ступени, производится изменение расстояния между обмотками. Процесс этот не требует специальных знаний, но дает видимый эффект в работе. В момент, когда происходит сближение обмоток, индуктивность рассеивания и индуктивного сопротивления уменьшается. Таким образом, сила сварочного тока начинает возрастать. В противном случае эффект будет противоположным. Следует отметить, что первичные обмотки подвижны, а вторичные закрепляются у верхнего ярм магнитопровода сварочного трансформатора и неподвижны. Сварочные выпрямители с жесткими внешними характеристиками изготавливались для дуговой сварки плавящим электродом в защитных газах. В производстве постоянно появляются выпрямители с жесткими или пологопадающими характеристиками следующих типов: ВС, ВСЖ, ВДГ и универсальные типа ВДУ. Сварочный выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока, который собирают из селеновых вентилей по трехфазной мостовой схеме. Такой сварочный выпрямитель имеет пологопадающие характеристики. Регулирование напряжение на выходе выпрямительного блока производят ступенчатым переключением числа витков в первичной обмотке каждой фазы трехфазного сварочного трансформатора. Для того, чтобы подобрать оптимальную скорость нарастания тока короткого замыкания и уменьшения разбрызгивания металла. в сварочную цепь вслед за выпрямительным блоком включают дроссель. svarkarezka.ru - Все для сварки и резки металла
История и развитие сварочного производстваОтправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже.Подобные документыИстория развития сварочного производства. Понятие промышленной продукции сварочного производства. Сварка, понятие, виды и классы: электродуговая, контактная, газовая сварка и резка металлов. Сборка и техника сварки. Предупреждение деформации изделия. реферат [45,1 K], добавлен 26.01.2008 Технология производства сварки. История развития сварочного производства. Специфика аргонно-дуговой сварки и сфера её использования. Применение, преимущества и недостатки аргонно-дуговой сварки. Сравнительная характеристика оборудования этого вида сварки. реферат [635,2 K], добавлен 18.05. Сварка является одним из основных технологических процессов в машиностроении и строительстве. Характеристика основных видов сварки (дуговая и газовая). Выбор металла и сварочного материала, сборка и техника сварки, технический процесс сварки изделия. реферат [38,7 K], добавлен 01.02.2010 Разновидности электрошлаковой сварки, ее достоинства и недостатки. Особенности многоэлектродной электрошлаковой сварки. Применение пластинчатых электродов для сварки. Сварка плавящимся мундштуком при сложной конфигурации изделия. Виды сварных соединений. презентация [218,5 K], добавлен 13.10. Анализ перспективных методов сварки. Критерии: качество шва, экономичность, сфера применения и условия эксплуатации. Разновидности сварки: cварка взрывом, трением, ручная-дуговая сварка и лазерная. Техника безопасности при проведении сварочных работ. реферат [21,1 K], добавлен 02.08.2009 Возникновение и развитие сварки, ее виды. Сварочный полуавтомат А-547У. Технология полуавтоматической сварки в углекислом газе. Сварка трубных конструкций. Номенклатура и сортамент труб и фасонных частей. Способы и режимы сварки труб (трубопроводов). курсовая работа [504,8 K], добавлен 17.09.2008 Применение сварки под слоем электропроводящего флюса для автоматической сварки. Преимущества метода сварки под флюсом, ограничения области применения. Типичные виды сварных швов. Автоматические установки для дуговой сварки и наплавки, режимы работы. книга [670,7 K], добавлен 06.03.2010 Схема соединения деталей сваркой плавлением. Сварка по виду применяемой энергии. Сварка латуни. Дуговая сварка латуни. Режимы сварки латуни угольным электродом. Газовая сварка латуней. Применение флюса БМ-1 повышает производительность сварки. реферат [90,9 K], добавлен 30.03.2007 Принцип контактной электрической сварки. Основные виды электрической контактной сварки: стыковая сопротивлением и точечная последовательность операций. Технология электрической контактной сварки и подготовка заготовок. Получение стыкового соединения. контрольная работа [499,4 K], добавлен 25.11. Возникновение и развитие сварки, сущность процесса. Технологии кислородной резки. Ручная разделительная и поверхностная кислородная резка. Свойства зоны термического влияния при резке. Резаки. Принцип полуавтоматической сварки решёточных конструкций. реферат [52,0 K], добавлен 21.09.2008 Источники: http://vsedlyadoma.org/podgotovkapoverhnostirezhimyruchnoisvarki/, http://yebb.ru/svarochnye-raboty-v-orske-adresa-telefony-i-sxema-proezda-otzyvy-o-kompaniyax/, http://uralremservice.ru/poluavtomaticheskaya-svarka-v-srede-zashchitnykh-gazov, http://i4b.ru/templates/counters/artikl/str/13.html, http://knowledge.allbest.ru/manufacture/2c0a65625a3ac68a4d53b88521216c37_0.html | |
| Просмотров: 431 | |
 Подготовка поверхности перед сваркой и режимы ручной сварки, выбор электрода.
Подготовка поверхности перед сваркой и режимы ручной сварки, выбор электрода.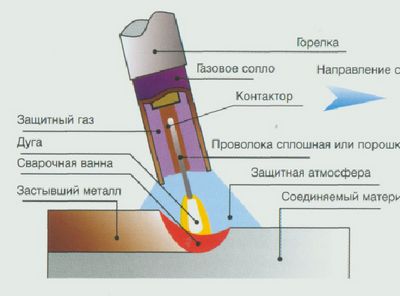

| Всего комментариев: 0 | |